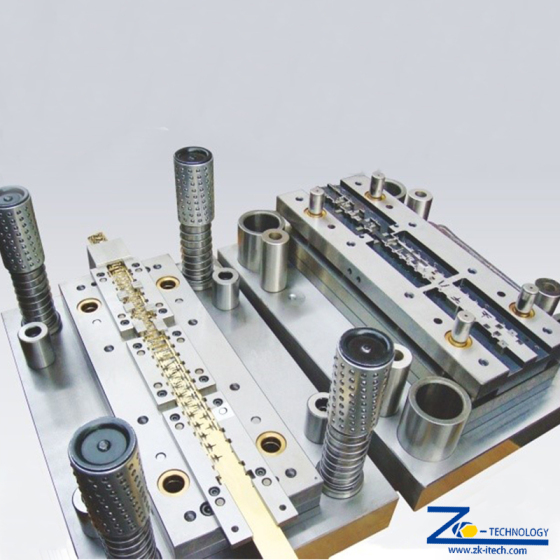
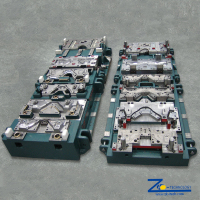
Multistations progressiv pressmatris
Multi-station Progressive Pressing Die är en metallbearbetningsmetod som kan omfatta stansning, myntning, bockning och flera andra sätt att modifiera metallråmaterial, kombinerat med ett automatiskt matningssystem.
- information


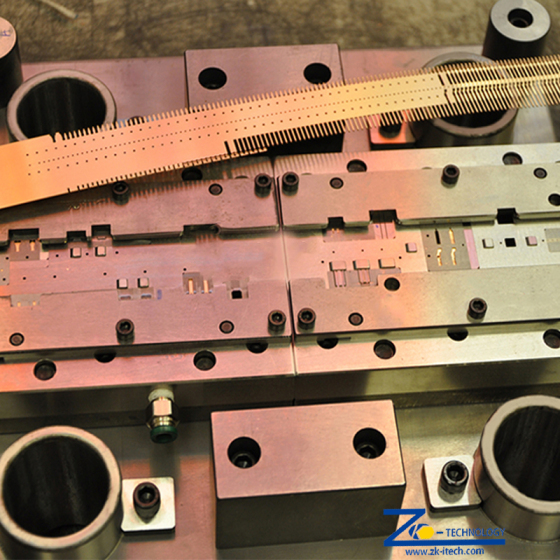
Matningssystemet trycker en remsa av metall (när den rullas ut från en spole) genom alla stationer i en progressiv stämplingsform.
[1] Varje station utför en eller flera operationer tills en färdig del är gjord. Slutstationen är en avskärningsoperation, som separerar den färdiga delen från den bärande banan. Bärbanan, tillsammans med metall som stansats bort vid tidigare operationer, behandlas som metallskrot. Båda skärs bort, slås ner (eller ur formarna) och kastas sedan ut från formsatsen, och i massproduktion överförs de ofta till skrotkärl via underjordiska skrottransportband.
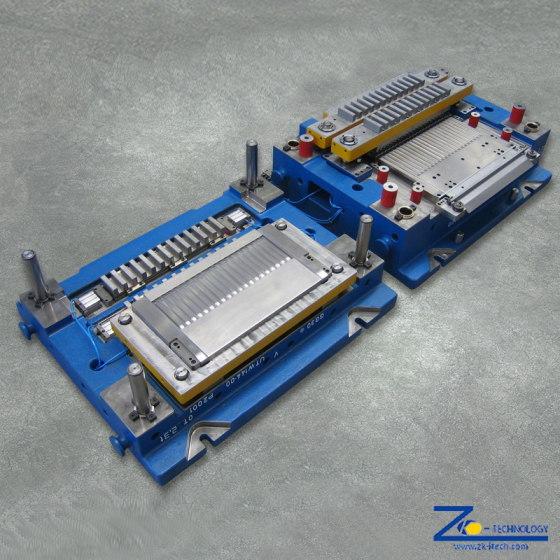
Den progressiva stämplingsformen placeras i en fram- och återgående stämplingspress. När pressen rör sig uppåt, flyttar den övre dynan med den, vilket gör att materialet kan matas. När pressen rör sig nedåt stängs formen och utför stämplingsoperationen. Med varje pressslag tas en färdig del bort från formen.
Eftersom ytterligare arbete görs i varje"station"av formen är det viktigt att remsan förs fram mycket exakt så att den riktas in inom några tusendels tum när den rör sig från station till station. Kulformad eller konisk"piloter"gå in i tidigare genomborrade runda hål i remsan för att säkerställa denna inriktning eftersom matningsmekanismen vanligtvis inte kan ge den nödvändiga precisionen i matningslängden.
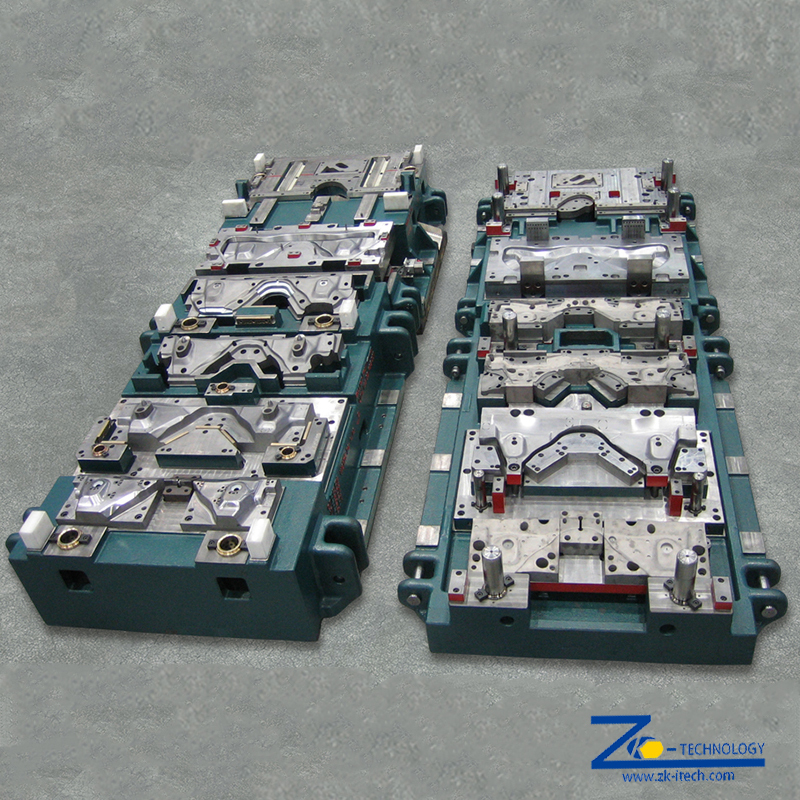
Progressiv stämpling kan även tillverkas på transferpressar. Dessa är pressar som överför komponenterna från en station till nästa med hjälp av mekaniska"fingrar".
[2] För massproduktion av stämplade delar som kräver komplicerade in-press-operationer, är det alltid lämpligt att använda en progressiv press. En av fördelarna med denna typ av press är produktionscykeltiden. Beroende på detalj kan produktioner lätt köra långt över 800 delar/minut. En av nackdelarna med denna typ av press är att den inte lämpar sig för djupdragning med hög precision, vilket är när djupet på stansningen överstiger delens diameter. Vid behov utförs denna process på en överföringspress, som körs med lägre hastigheter och förlitar sig på de mekaniska fingrarna för att hålla komponenten på plats under hela formningscykeln. I fallet med den progressiva pressen kan endast en del av formningscykeln styras av fjäderbelastade hylsor eller liknande, vilket resulterar i koncentricitets- och ovalitetsproblem och ojämn materialtjocklek. Andra nackdelar med progressiva pressar jämfört med transferpressar är: ökad insats av råmaterial som krävs för att överföra delar, verktyg är mycket dyrare eftersom de tillverkas i block med mycket lite oberoende reglering per station; omöjlighet att utföra processer i pressen som kräver att delen lämnar remsan (exempelvis vulst, halsning, flänsrullning, trådrullning, roterande stansning etc.).
[3] Formarna är vanligtvis gjorda av verktygsstål för att motstå den höga stötbelastningen, bibehålla den nödvändiga skarpa eggen och motstå de inblandade nötningskrafterna.
Kostnaden bestäms av antalet funktioner som avgör vilka verktyg som kommer att behöva användas. Det rekommenderas att hålla funktionerna så enkla som möjligt för att hålla kostnaden för verktyg till ett minimum. Funktioner som ligger nära varandra skapar ett problem eftersom det kanske inte ger tillräckligt med spelrum för stansen, vilket kan resultera i en annan station. Det kan också vara problematiskt att ha smala snitt och utsprång.
Våra fördelar
Professionell utveckling och designförmåga
Vi har ett erfaret forsknings- och utvecklingsteam, och komplexa, svåra formar kan snabbt formas och utformas korrekt.
Kvalitetssäkring
Företaget har avancerad testutrustning och implementerar striktISO9001 och IATF 16949 certifiering.Det är möjligt att eliminera eventuella kvalitetsproblem i produktionen.

Exakt leverans
Vi har förstklassig avancerad bearbetningsutrustning, säkerställer effektivt snabba svar och effektiv service.
Affärsintroduktion
ZK specialiserar sig på att designa och tillverka olika metallstämplingsverktyg och är bra på att tillverka precisionsmetallstansdelarna.
Vårt företag har utvecklats stadigt sedan starten med det hårda arbetet av professionella designers och alla andra anställda. Nuförtiden kan vi tillverka olika typer av hårdvarustansverktyg och autopartsstämplingsverktyg, som progressiva verktyg, kontinuerliga ritverktyg, maskinhandöverföringsverktyg etc. Vi har goda erfarenheter av att producera verktyg för stämplingsmaskiners kapacitet från 60 Ton till800 ton.
För närvarande kan vi ta oss an delar av verktygsutvecklingsverksamheten, särskilt mycket erfarenhet och mogen teknologi för att designa och producera bildelar och elektriska apparater. Vi kommer att tillhandahålla serieservice inom verktygsdesign, utveckling, produktion och tillverkning av delar. För att möta våra kunders utvecklingskrav importerar vi avancerade maskiner och kvalificerade tekniker i tid.
ZK genom att mäta delarna för att fastställa att delarna uppfyller det toleransintervall som krävs, och sedan leverera dem till kunder till sjöss/land/flyg och andra transportmedel enligt de olika förpackningsmetoderna som krävs av olika kunder.